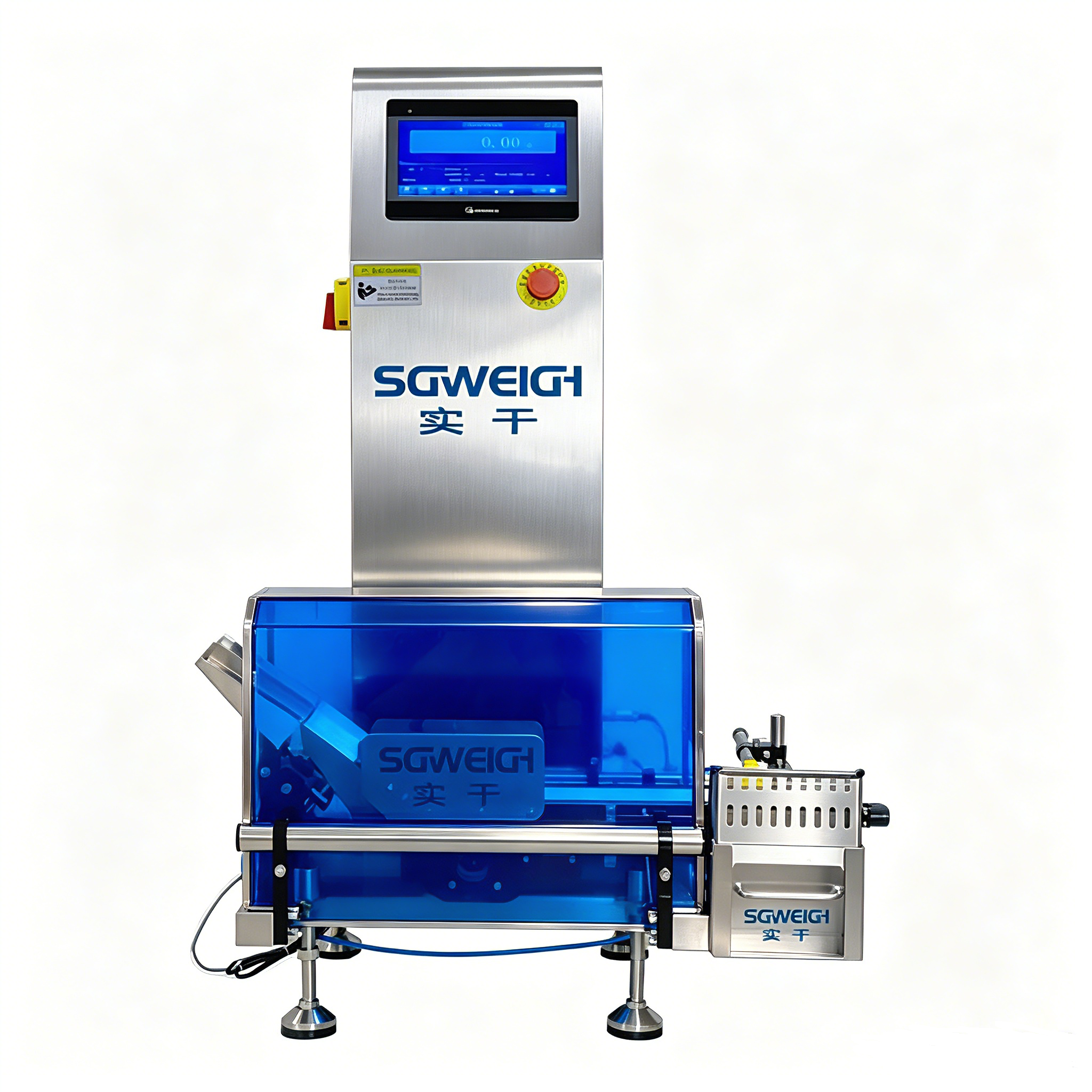



Maximize the performance, quality, and efficiency of product inspection by integrating this complete metal detecting conveyor system into a larger packaging line, or by using it as a standalone detection unit. Incorporated with self-learning features, this metal detector can save up to 100 products in its database to ensure consistent performance and maximize inspection time. Using the latest digital signal processing technologies for metal detection, this Automatic Conveyor Metal Detector maintains high sensitivity levels that perceive even the slightest disturbances in a generated magnetic field, and anti-interference measures improve efficiency so all metal contaminants can be accurately identified.
Detection sensitivity: in empty state
H-100mm: Fe≥Φ0.8mm, Non-Fe≥Φ1.5mm, SUS≥Φ1.5mm
H-120mm: Fe≥Φ0.8mm, Non-Fe≥Φ1.5mm, SUS≥Φ2.0mm
H-150mm: Fe≥Φ1.0mm, Non-Fe≥Φ1.5mm, SUS≥Φ2.0mm
H-200mm: Fe≥Φ1.2mm, Non-Fe≥Φ2.0mm, SUS≥Φ2.5mm


High Sensitivity: The metal detector should be capable of detecting ferrous, non-ferrous, and stainless steel contaminants, even in tightly sealed cartons.
Conveyor Integration: Ensure that the metal detector integrates seamlessly with your production line conveyor system. The conveyor should be designed to handle various sizes and weights of products while maintaining optimal speed.
Automatic Rejection System: The metal detector should include an automatic rejection system that diverts contaminated products without halting the production line.
Hygienic Design: Since the application involves food packaging, the metal detector and conveyor should have a hygienic, easy-to-clean design to meet food safety standards.
Data Integration: Choose a detector with data recording and reporting capabilities to ensure traceability and compliance with industry standards.