


Capsule Checkweighers have many benefits for pharmaceutical companies, especially in ensuring product quality, compliance and production efficiency. Here are 5 key advantages:
1. Ensure product quality
Accurately control the weight of capsules: The active ingredient content of each capsule needs to be precisely controlled, and the checkweigher can quickly reject overweight or underweight capsules.
Reduce human errors: Automated testing is more accurate than manual sampling, avoiding human misjudgment.
2. Improve production efficiency
High-speed testing: Advanced capsule checkweighers can test 75,000 capsules (10 columns) per hour, suitable for large-scale production lines. (20 columns – 150,000 capsules/h, 30 columns – 230,000 capsules/h are available)
Automatic rejection function: Defective products can be automatically sorted out without manual intervention, saving labor costs.
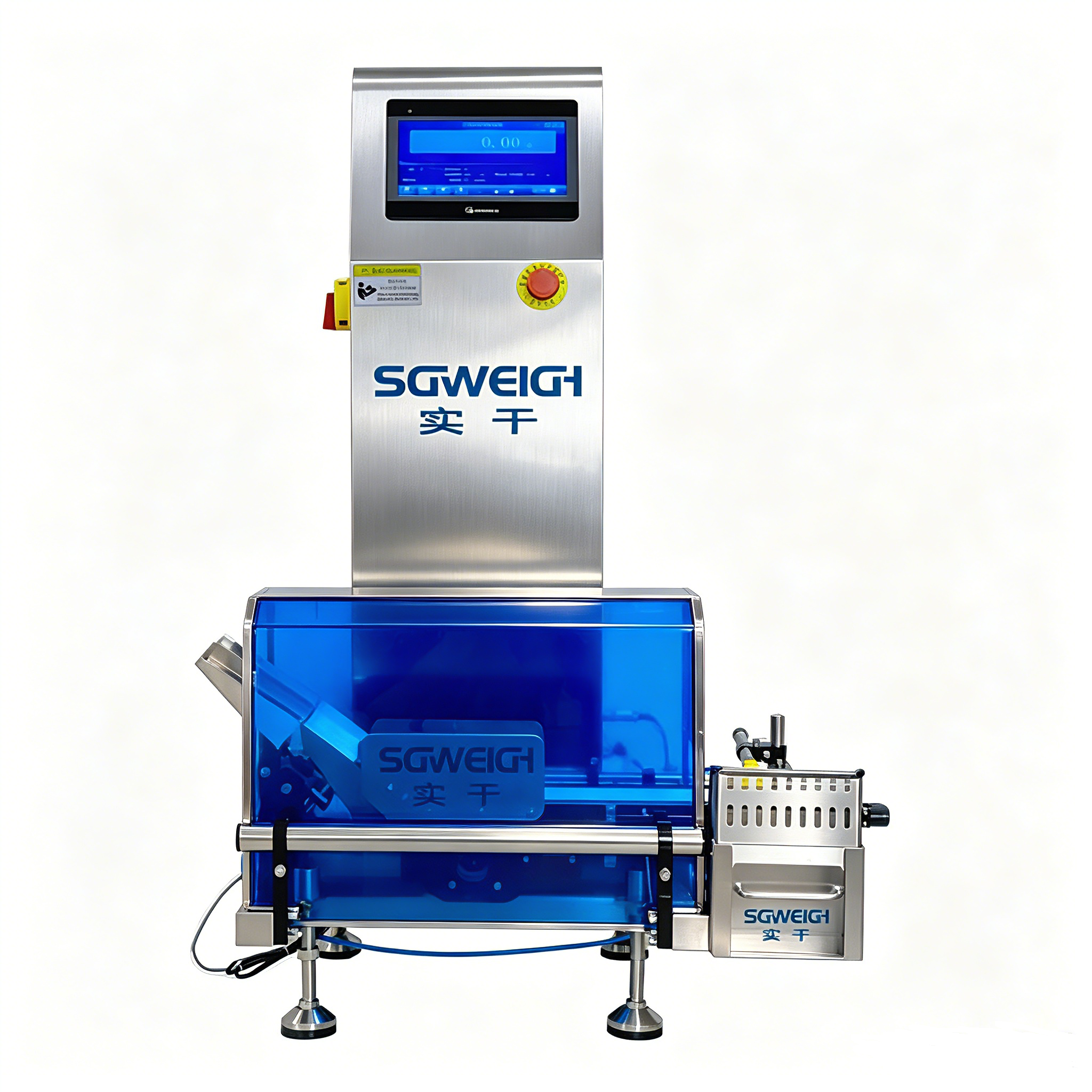
Capsule Checkweigher


3. Comply with GMP and regulatory requirements
The pharmaceutical industry has extremely high requirements for product consistency, and checkweighers help meet regulatory requirements such as GMP and FDA.
With data traceability function, it can record the test data of each batch for easy audit and tracking.

4. Save raw materials
Precisely control the filling amount of each capsule to avoid waste of raw materials, which can save a lot of costs in the long run.
5. Enhance brand reputation
Stable product quality improves customer trust and reduces the risk of complaints and recalls.
Capsule Tablet Sampling Checkweigher
If you are looking for a capsule checkweigher, I can help you recommend a suitable model, or propose a customized solution based on your on-site production line. Please contact me if you need it!

TAG:Capsule Checkweigher,Capsule check-weighing,Capsule Weight Sorter